

Núcleo del sistema con capacidad de hasta 23.000 bloques por turno. Le ofrece alta precisión y robustez estructural.
Eleva bandejas con producto fresco hacia el área de curado. Le ofrece capacidad de hasta 12 niveles, con sensores de proximidad para un posicionamiento preciso.
Reintroduce las bandejas al proceso tras el curado, funcionando en combinación con el elevador.
Conduce los productos curados hacia el área de paletizado.
Sistema automático operado por servomotor que recoge productos curados y los apila sobre palés de forma precisa. Controlado mediante pantalla táctil SIEMENS S7 PLC.
Permite girar las bandejas para que trabajen de forma alterna en cada una de las caras de la bandeja, contribuyendo a una mayor vida útil.
Sistema que desplaza las bandejas paletas de un punto a otro en la línea, facilitando la logística interna.
Zona de almacenamiento para los palés de transporte que serán utilizados o reutilizados en el proceso e introducidos de forma progresiva.
Traslada productos curados, ya paletizados y listos para su salida o distribución.
Sistema para fabricar hormigón de altas prestaciones mediante el suministro.
Permite el curado óptimo de los productos antes del paletizado.
Añade color a la mezcla para piezas decorativas u ornamentales.
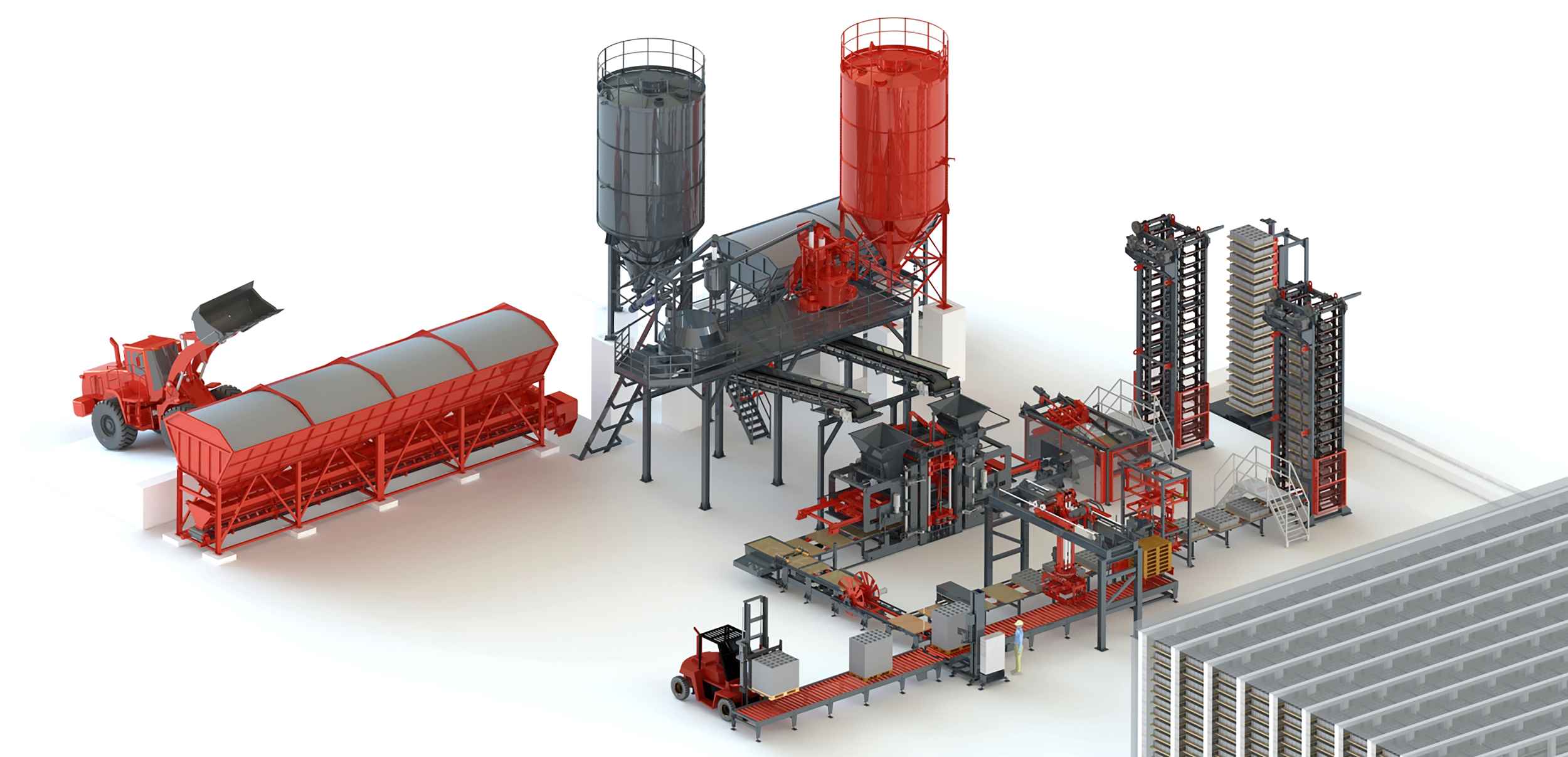
Para quienes buscan una producción media-alta con la mínima intervención manual, la G1000 le permite configuraciones en circuito cerrado —ya sea lineal o en forma de “U”— que garantizan máxima eficiencia operativa y continuidad de trabajo.
El sistema puede estar compuesto por:
Planta concretera: suministro constante de hormigón semiseco o húmedo desde la mezcladora planetaria, adaptado a sus necesidades de producción de la G1000.
Cargador y descargador de racks: automatiza el proceso de curado, facilitándole la carga y descarga de estanterías con producto fresco y curado sin necesidad de manipulación manual intensiva.
Paletizador: sistema automatizado que organiza y apila los productos ya curados, optimizando sus tiempos y reduciendo sus costos logísticos.
Circuito cerrado mediante cintas transportadoras: conjunto de cintas que transportan las bandejas para una operación optimizada.
Secaderos: sistema automatizado e integrado para la gestión de su producto fresco y su curado.
Este conjunto le garantiza una operación continua y automática durante todo el ciclo de producción. Solo se requiere el uso de montacargas para mover los racks de curado, lo que mejora su productividad y reduce el personal necesario.
Solicitar presupuesto

